Did you know – there are two types of continuous mixing plants used in the production process of Asphalt? One is asphalt drum mix plant and another is counterflow asphalt mixing plants. Both of these mix plants function continuously, offering a steady flow of hot mix asphalt. While, batch mix plants work on some different approach and produce asphalt in separate batches instead of a continuous flow.
Although, the objective both plants is to produce high-quality hot mix asphalt and the method must impact the quality of overall product.
- Continuous mixing plants maintain a consistent stream of materials to deliver uniform production.
- Batch plants allow for more precise control over each batch that leads to difference in mix quality.
This general difference in operation plays an important role in defining the properties and performance of the asphalt that each type of plant produce.
Working of Asphalt Drum Mix Plant
Step 1 – Cold Feed Bins
The asphalt drum mix plant process begins with feeding cold aggregates into separate bins. Each bin has different sized material and is equipped with adjustable gates to control flow of each material. This setup helps in proper grading based on requirements. Each bin has adjustable gates to control the material flow. A long conveyor belt beneath the bins then carries the aggregates to the vibrating screen.
Step 2 – Single Deck Vibrating Screen
The next comes is single deck vibrating screen that separates the oversized aggregates to prevent them from entering the drying drum.

Step 3 – Weighing Conveyor
The charging conveyor is essential in the asphalt plant process. It is equipped with load cell unit that helps in weighing the aggregates as they pass over the belt. It moves cold aggregates from the screen to the drum while also weighing them. A load cell on the conveyor measures the aggregates and sends the data to the control panel.
Step 4 – Drying & Mixing Drum
The drying and mixing drum has two main operations: drying the aggregates and mixing them. As the drum rotates, the aggregates move from one end to the other while a burner flame removes moisture. In a parallel flow plant, the aggregates move away from the flame, while in a counterflow plant, they move toward it. At the other end, the heated aggregates are mixed with bitumen and minerals. This drum is a crucial part of the drum mix plant process.
Step 5 – Fuel Tank
Fuel tank supplies fuel to the drying drum burner.
Step 6 – Asphalt Storage Tanks
The asphalt storage tanks store, heat, and pump asphalt to the drum for mixing with hot aggregates. These tanks store and heat asphalt so that this mix can be used in the drum mixer for mixing with hot aggregates.
Step 7 – Filler Silo
Filler silo / hopper helps in storing binding material, this binding material can be added in the mix if needed. Filler silos add optional filler or binder material to the mix.
Step 8 – Pollution Control Devices
Pollution control devices help to remove harmful gases that might escape from environment. Dry dust collector and wet dust collector work in synchronization with each other. Dry dust collector is used to trap heavy particles that are sucked from the drum. Wet dust collector is secondary filter that is used to trap the finer dust particles.
Step 9 – Load Out Conveyor
Load Out Conveyor can collect the hot mix asphalt and take it to a small hopper or storage silos.
Step 10 – Control Panel
Control Panel comes with modern and sophisticated controls. This machine part can store different recipes. Also, it can control all the plant operations from a single place.
It doesn’t matter how challenging your job is, choose the right manufacturer to buy right equipment. Atlas Technologies Pvt. Ltd. is the best Asphalt mix plant manufacturing company that you can rely on! We offer premium quality road construction machinery equipment that helps in providing the best of asphalt machinery.
There are two basic types of continuous mixing plants: parallel flow and counter flow. This image allows comparison between both parallel-flow and counter-flow asphalt plants.
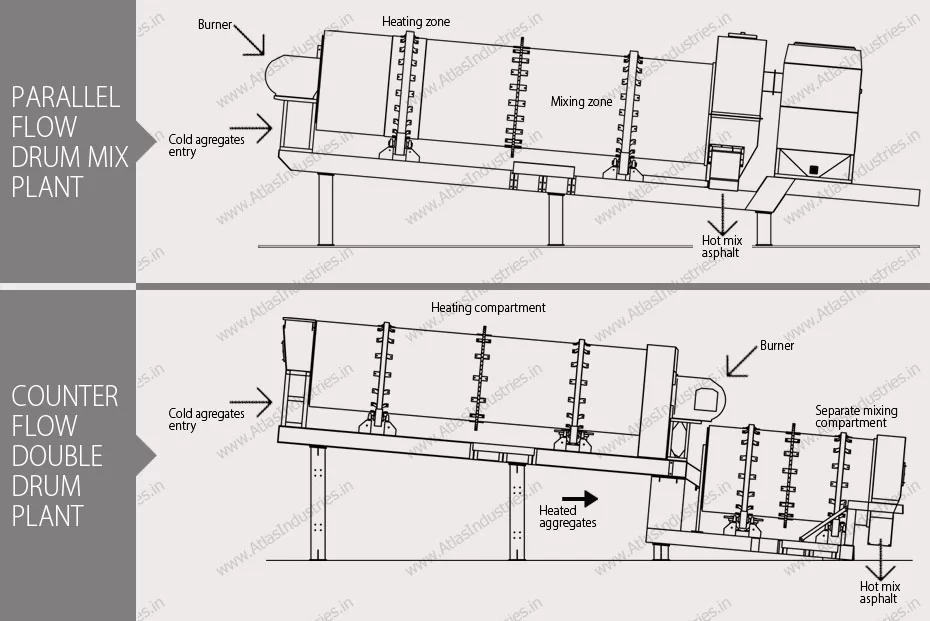
In a parallel-flow plant, the flow of the aggregates is parallel to the flame of the burner. Which means the aggregates move away from the burner flame during their journey.
In a counter-flow plant, the aggregate flow is opposite to that of the burner flame, resulting in the aggregates moving towards the burner flame before being mixed with bitumen and other minerals.
Although this may appear easy, the process of both types of asphalt mixing plants is different. It also has an impact on the quality of hot mix asphalt (HMA). Counter-flow asphalt mixers are more fuel-efficient and also produce superior HMA compared to the parallel-flow type.
For more details, visit the website click here.